การเลือกการตึงและการเหลาโซ่เลื่อย
เลื่อยโซ่ที่เลื่อยไฟฟ้าเป็นรายละเอียดการทำงานที่สำคัญซึ่งไม่ช้าก็เร็วจะต้องมีการทำให้คมขึ้นซ่อมแซมหรือแทนที่ด้วยใหม่ เมื่อต้องการทำอย่างถูกต้องคุณต้องพิจารณาการออกแบบและคุณสมบัติอื่น ๆ ของเครื่องมือนี้
เนื้อหา
วิธีการเลือกโซ่สำหรับเลื่อยไฟฟ้า
โปรดทราบว่าไม่มีข้อแตกต่างระหว่างโซ่สำหรับเบนโซและเลื่อยไฟฟ้า. สำหรับทั้งสองประเภทของเครื่องมือโซ่ทำจากวัสดุเดียวกันและติดตั้งบนยางที่เหมือนกันสำหรับหน่วยไฟฟ้าและเบนซินในการเลือกโซ่สำหรับเลื่อยไฟฟ้าควรพิจารณาพารามิเตอร์หลายประการ บางคนต้องปฏิบัติตามข้อกำหนดของยางที่ติดตั้งไว้
ขนาดโซ่
พารามิเตอร์นี้ตรงกันเสมอ เปลี่ยนยาง หน่วยของคุณ หากคุณเห็นโซ่เลื่อยเล็กกว่ายางคุณไม่สามารถสวมใส่ได้ นอกจากนี้อุปกรณ์ที่มีขนาดเกินกว่ายางไม่ดึงออกมาอย่างเหมาะสม ในทั้งสองกรณีไม่สามารถใช้เลื่อยได้ ขนาดของเครื่องมือเลื่อยสามารถระบุเป็นนิ้วและสามารถมีค่าต่อไปนี้: 10 ", 12", 13 ", 14", 15 ", 16", 18 "ขึ้นไป
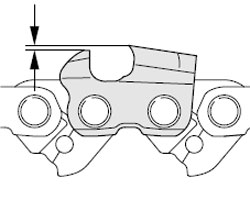
Chain pitch
กำหนดโดยสามหมุดของโซ่ ในภาพด้านล่างตัวอักษร "a" จะแสดงระยะทางนี้ซึ่งวัดได้เป็นนิ้ว
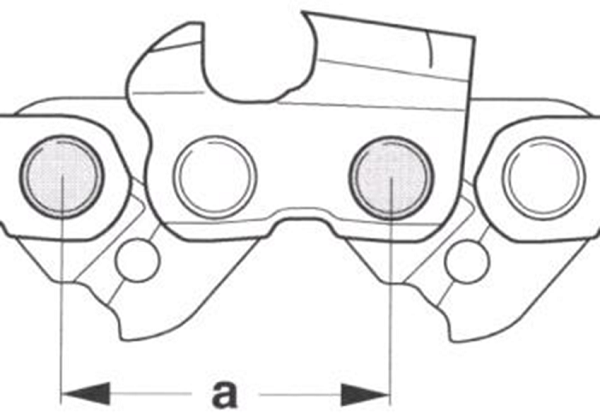
ระยะห่างของห่วงโซ่สามารถมีค่าต่อไปนี้: 0.325 ", 0.375" และ 0.404 "
ขั้นตอนที่มีขนาด 0.375 "มักเขียนเป็นเศษส่วนเป็น 3/8" (3: 8 = 0.375) เพื่อไม่ให้สับสนกับจำนวน 0.325
คุณควรรู้ว่า: ขั้นตอนเพิ่มเติมที่เลื่อยโซ่เครื่องยนต์จะมีพลังมากขึ้น สำหรับหน่วยงานมือสมัครเล่นและกึ่งมืออาชีพที่มีกำลังการผลิต 1.84 กิโลวัตต์จะติดตั้งโซ่ที่มีขั้นตอน 0.325 " อุปกรณ์ดังกล่าวสามารถตัดกิ่งบางตัด knots และยังใช้ในระหว่างการก่อสร้างตัวอย่างเช่นตัดบอร์ดการตัดด้วยขั้นตอนที่ 3/8 (ต้องใช้กำลังเครื่องยนต์ประมาณ 2.94 กิโลวัตต์) คุณสามารถตัดต้นไม้บางและตัดแผงที่มีความหนาเฉลี่ยได้ อุปกรณ์ที่มีระยะห่างเท่ากับ 0.404 "(กำลังเครื่องยนต์จาก 4.41 กิโลวัตต์ขึ้นไป) ใช้เฉพาะบนอุปกรณ์มืออาชีพเท่านั้นและออกแบบมาเพื่อทำงานที่ซับซ้อน
ความหนาของตะกั่ว
ความหนาของก้าน (เรียกว่าการเชื่อมโยงชั้นนำ) - นี่เป็นพารามิเตอร์ที่สำคัญมากในการเลือกเครื่องมือสำหรับเลื่อยไฟฟ้า

ในการเลือกอุปกรณ์เลื่อยที่เหมาะสมสำหรับหน่วยนี้จำเป็นต้องมีความหนาของก้านตรงกับความกว้างของร่องยาง ความหนาอาจมีความหมายดังต่อไปนี้
- 1.1 มม. (0.043 "), 1.3 มม. (0.05") สแน็ปอินทำงานกับโหลดเล็กน้อยและใช้งานได้ เลื่อยไฟฟ้าขนาดเล็ก. แท่นขุดเจาะมีระยะห่างระหว่าง 0.325 "
- 1.5 มม. (0.058 ") โซ่ที่มีความหนาของก้านนี้มีระยะห่าง 3/8 นิ้ว " พวกเขาสามารถทนต่อแรงและติดตั้งได้ กึ่งมืออาชีพและเครื่องใช้ภายในบ้าน
- 1.6 มม. (0.063 "), 2 มม. (0.08") ยางและอุปกรณ์เสริมที่มองเห็นได้โดยใช้ค่าเหล่านี้ใช้สำหรับการทำงานที่ซับซ้อนและมีขนาดใหญ่เท่านั้น บนอุปกรณ์มืออาชีพ
จำนวนลิงก์
โดยจำนวนของการเชื่อมโยง (shanks) จะถูกกำหนด ความยาวของเครื่องมือ. การเลือกสแน็ปคุณสามารถพึ่งพาค่าความยาวหรือจำนวนการเชื่อมโยงได้ เนื่องจากผู้ผลิตที่แตกต่างกันในรายละเอียดของผลิตภัณฑ์สามารถระบุจำนวนขององค์ประกอบการตัดมันไม่เจ็บรู้ทั้งที่และข้อมูลอื่น ๆ
ประเภทของการเชื่อมโยงตัด
ชิ้นส่วนตัดของเครื่องมือแบ่งออกเป็น 2 ประเภท ได้แก่ เครื่องปั้นและสิ่ว

ฟันกรรไกรตัดเส้น - เป็นเครื่องตัดรูปเคียวที่มีพื้นที่สัมผัสกับวัสดุเป็นจำนวนมาก ฟันซีกซ์จะเพิ่มน้ำหนักในเครื่องยนต์ของเครื่องและไม่มีลักษณะการตัดที่ดี แต่ด้วยรูปแบบนี้ฟันสามารถจัดการกับมลภาวะได้ง่ายและการแก้ไขของพวกเขาไม่จำเป็นต้องมีความแม่นยำเป็นพิเศษ
รายละเอียดฟันกรรไกร เตือนหมายเลข "7" และเป็นที่นิยมเรียกว่า "เจ็ด" อุปกรณ์ที่มีลักษณะฟันเช่นนี้มีลักษณะเด่นคือความเร็วในการเลื่อยคุณภาพของการตัดและใช้เป็นหลักในอุปกรณ์ระดับมืออาชีพ การคมชัดของเครื่องมือด้วยฟัน chizel ในชีวิตประจำวันเป็นเรื่องยากมากเนื่องจากแม้แต่การไม่ปฏิบัติตามมุมของการเหลามุมเล็กน้อยก็จะลบล้างข้อดีทั้งหมดของสิ่วของเครื่องตัด
ตัดวัสดุฟัน
เมื่อเลือกเครื่องมือสำหรับเลื่อยไฟฟ้าให้ถามว่ามีการตัดใบมีดอะไรบ้าง สำหรับการเลื่อยไม้อ่อนโซ่ด้วยใบมีดจาก โครเมี่ยมนิกเกิลเหล็กอัลลอยด์. สำหรับการตัดไม้ที่แช่แข็งปนเปื้อนและแข็งด้วยส่วนประกอบตัดที่ทำจากเหล็กโลหะผสมจะไม่ทำงาน สำหรับวัตถุประสงค์เหล่านี้ให้ใช้เครื่องตัดและเสริมแรง คาร์ไบด์ปลายแหลมลักษณะความต้านทานต่อการสึกหรอเพิ่มขึ้น

ความสูงโปรไฟล์
ความสูงของโปรไฟล์ของเครื่องมือขึ้นอยู่กับ ความลึกของการตัดและประสิทธิภาพของเครื่องมือ. รายละเอียดของฟันตัดจะยิ่งสูงขึ้นไปอีก ฟันที่มีความสูงขนาดเล็กจะช่วยขจัดคราบไขมันระหว่างการเลื่อย ความลึกของรอยบากของเครื่องมือลงในวัสดุจะถูกปรับโดยการบดออกจากตัวยึดที่ชิ้นส่วนตัดแต่ละชิ้นมีอยู่
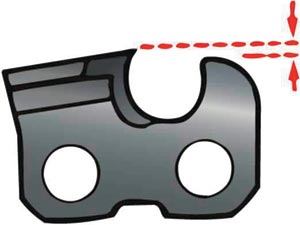
มีโซ่สายพาน 2 แบบมีความสูงโปรไฟล์:
- ความสูง 0,025 "(0,635 มิลลิเมตร) หมายถึงเครื่องมือที่มีรายละเอียดต่ำ
- ความสูงโปรไฟล์ 0.03 "(0.762 มม.) - สูงโปรไฟล์
ข้อมูลนี้ยังสามารถพบได้ ในคําแนะนําสําหรับเครื่อง (ระบุชนิดของเครื่องมือที่ใช้กับรุ่นเลื่อยนี้)มันจะเป็นประโยชน์ถ้าคุณกรีดฟันด้วยตัวคุณเอง เกี่ยวกับหน่วยงานระดับมืออาชีพใช้ทั้งอุปกรณ์ที่มีรายละเอียดสูงและอุปกรณ์ที่มีรายละเอียดต่ำ แต่สำหรับหน่วยครัวเรือนใช้อุปกรณ์ที่มีรายละเอียดต่ำเท่านั้น โซ่รายละเอียดสูงเป็นเครื่องมือที่มีประสิทธิภาพสูง แต่การใช้มันเพิ่มการสั่นสะเทือนและความแข็งขันของตราสาร
เพื่อลดความก้าวร้าวของห่วงโซ่นักพัฒนาซอฟต์แวร์จึงหันไปใช้เคล็ดลับเล็ก ๆ น้อย ๆ ด้วยการสร้างสนามแบบโซ่ขนาดใหญ่ที่มีรายละเอียดเครื่องตัดต่ำและตรงกันข้ามเมื่อสนามลดลงโปรไฟล์ก็เพิ่มขึ้น เทคนิคนี้ช่วยให้หน่วยสามารถประมวลผลวัสดุในเวลาเดียวกันได้อย่างมีประสิทธิภาพและมีความก้าวร้าวน้อยลง
ประเภทของการตัด
ไม่เป็นความลับว่าไม้มีโครงสร้างประกอบด้วยเส้นใยที่จัดเรียงตามยาว ดังนั้นสำหรับการตัดวัสดุนี้ไปตามเส้นใยหรือเส้นใยจึงจำเป็นต้องมีการเหลาคมฟันที่แตกต่างกัน
- สำหรับ ตัดข้าม ฟันไม้เครื่องมือมีคมขึ้นที่มุม 25-30 องศา
- เพื่อประสิทธิภาพ เลื่อยตามเส้นใย ต้องการฟันกรีดเหลี่ยมที่มุม 5 ถึง 15 องศา แต่โซ่เหล่านี้ใช้ไม่ค่อยมากนักเพราะเป็นการดีกว่าในการผลิตไม้เลื่อยตามแนวยาวพร้อมกับเลื่อยวงเดือนหรือเลื่อยวงกลม
จำนวนของชิ้นส่วนตัด
โซ่เลื่อยมาตรฐานมีสองร่องบนแต่ละรางตัด อย่างไรก็ตามเพื่อลดต้นทุนผลิตภัณฑ์ของตนผู้ผลิตบางรายก็สามารถผลิตชิ้นส่วนตัดที่มีขนาดเล็กลงซึ่งเรียกได้ว่าเป็นแบบ "pass" และ "semi-pass"
![]()
ในสแน็ปอินที่มีครึ่งทางผ่านจะมีการเชื่อมโยงเพิ่มเติมระหว่างคู่ตัดทุกคู่ และในห่วงโซ่ที่มีการผ่านการเชื่อมโยงกลางจะแทรกหลังจากตัดแต่ละองค์ประกอบ ผลลัพธ์คือ:
- ในห่วงโซ่มาตรฐานที่มี 64 shanks ควรมีองค์ประกอบตัด 32 ชิ้นนั่นคือ 50% ของลิงก์ทั้งหมด
- ในเครื่องมือที่มี semi-pass จำนวนชิ้นตัดจะเท่ากับ 40%
- โซ่ที่มีการผ่านมีจำนวนน้อยที่สุดของฟัน - 37.5%
อุปกรณ์ที่มีช่องว่างเพิ่มความก้าวร้าวของเครื่องมือลดประสิทธิภาพการทำงานทำให้เกิดการสึกหรอของยางรถยนต์และเฟืองไดรฟ์ได้อย่างรวดเร็ว
ด้วยเหตุนี้คุณจึงไม่ควรซื้ออุปกรณ์ราคาถูก ในอนาคตเงินฝากออมทรัพย์ดังกล่าวจะไม่สามารถปรับเงินที่ใช้จ่ายในการซ่อมแซมหรือเปลี่ยนชิ้นส่วนทั้งหมดของชุดหูฟังเลื่อยได้
เมื่อคุณต้องการเปลี่ยนโซ่
จำเป็นต้องเปลี่ยนวงจรส่วนใหญ่เกิดขึ้นเมื่อ สวมใส่และยืดมากเกินไป. หากคุณไม่สามารถยืดส่วนต่างๆได้โดยใช้สกรูปรับแล้วควรเปลี่ยนใหม่ แต่การติดตั้งชิ้นส่วนใหม่บนเฟืองเก่าที่ชำรุดและไม่แนะนำให้ใช้ยางชนิดเดียวกันเนื่องจากจะนำไปสู่การสึกหรออย่างรวดเร็ว
เจ้าของเครื่องเลื่อยไฟฟ้าหลายคนทราบว่าการสึกหรอของโซ่เกิดขึ้น 2-3 ครั้งเร็วกว่าการพัฒนาอายุของยางและเฟืองและใช้วิธีหลอกลวงเพียงเล็กน้อย
- มีเลื่อยไฟฟ้าใหม่คุณควรซื้อโซ่เลื่อย 3 สายในครั้งเดียว
- ต้องทำงานกับห่วงโซ่เป็นเวลาหลายชั่วโมงและควรเปลี่ยนด้วยสายโซ่ใหม่ นอกจากนี้โซ่ที่สองแตกต่างกันไปตามหลักการเดียวกัน
- หลังจากเปลี่ยนอุปกรณ์แต่ละครั้งจำเป็นต้องคว่ำยางเพื่อให้สวมสม่ำเสมอ
การดำเนินการง่ายๆเหล่านี้นำไปสู่การสึกหรอสม่ำเสมอของชิ้นส่วนทั้งหมดและยืดอายุการใช้งาน
การเปลี่ยนสายโซ่เลื่อยไฟฟ้า
ถ้าคุณต้องการเปลี่ยนอุปกรณ์บนเลื่อยก็จะทำในลักษณะดังต่อไปนี้ ตัวอย่างเช่นแสดงวิธีใส่ห่วงโซ่ บนเลื่อยไฟฟ้าของ Makit
- ในตัวเครื่องการปิดชุดเฟืองของไดรฟ์คุณสามารถเห็นหน้าปกขนาดเล็กที่มีรูปแบบการพิมพ์ ถ้าคุณยกขึ้นคุณจะได้รับที่จับที่คุณสามารถคลายเกลียวสกรู


- ในการถอดห่วงโซ่ออกจากเลื่อยสายไฟให้คลายเกลียวก่อน สกรูยึด และถอดฝาครอบออก คุณจะเห็นเฟืองด้านบนและ 2 หมุดที่ยางถูกใส่ไว้

- ถอดยางออกจากตัวเครื่องด้วยห่วงโซ่

- ถัดไปคุณควรใส่ห่วงโซ่บนยาง, การสังเกต ทิศทางการตัดฟันขวาติดตั้งโซ่บนเลื่อยไฟฟ้า (มียาง) วางไว้บนเครื่องหมายดอกจัน
- ถือยางใส่ปลอกบน

- หมุนไปในทิศทางต่างๆ ลูกบิดปรับความตึงให้เข้าร่วมกับสกรูปรับ

- ขันสกรูยึดให้แน่นและตรวจสอบความตึงเครียดของชิ้นส่วนตัดของตัวเครื่อง

- หากจำเป็นให้กระชับโซ่ให้อยู่ในระดับที่ต้องการด้วยหัวแม่มือปรับและขันสกรูยึดให้แน่นที่สุด ติดตั้งโซ่อย่างเหมาะสม ตรวจสอบโดยการวาดภาพ (ด้วยตนเอง) บนยาง Snap-in ควรเคลื่อนไหวได้อย่างอิสระโดยไม่มีปัญหา ในวงจรทดแทนนี้ถือว่าเกิน
วิธีการปรับความตึงของโซ่
ขันสายโซ่เลื่อยให้แน่นในกรณีต่อไปนี้:
- หลังจากเปลี่ยนอุปกรณเปนชุดใหม
- ที่สวมใส่อุปกรณ์ที่เมื่อเวลาผ่านไป
ในระหว่างการทำงานของเลื่อยไม่ควรปล่อยให้โซ่หลุดออกนอกจากนี้ไม่สามารถเกินไปแน่น อุปกรณ์หลวมอาจหลุดออกจากยางและทำให้เกิดความเสียหายได้ อุปกรณ์รัดกุมที่รัดกุมอาจทำให้เกิดการแตกหักหรือนำไปสู่ความล้มเหลวของเฟืองและล้อยางได้อย่างรวดเร็ว
หากต้องการกระชับโซ่บนตัวเครื่องให้ทำตามขั้นตอนต่อไปนี้
- คลายสกรูหรือน็อตยึดของยาง (ขึ้นอยู่กับรุ่นของเครื่อง)
- ด้วยความช่วยเหลือของ ปรับสายฟ้า เพิ่มความตึงเครียดของ snap ตรวจสอบความถูกต้องของความตึงของเครื่องมือด้วยวิธีง่ายๆ: ดึงโซ่ไปที่ตรงกลางของยางและดูที่ลิงค์ของไดรฟ์ โดยปกติ 1/3 ของก้าน (ปลาย) ไม่ควรยืดออกจากร่องยาง
- หลังจากที่ได้รับแรงยึดที่ถูกต้องให้ขันสกรูยึด (nut) ให้แน่น
การเหลาโซ่ที่บ้าน
เพื่อทำความเข้าใจว่าการเหลาของห่วงโซ่เลื่อยเป็นสิ่งจำเป็นเป็นไปได้โดยสัญญาณหลาย:
- ในระหว่างการดำเนินงานยาง "นำ" ไปด้านข้าง;
- ความเร็วเลื่อยลดลงอย่างมาก
- ชิปมีรูปทรงของเข็มและมีฝุ่นอยู่ในตัว (ฟันกรามพื้นผิวให้รูปสี่เหลี่ยมจัตุรัส)
กฎการเหลา
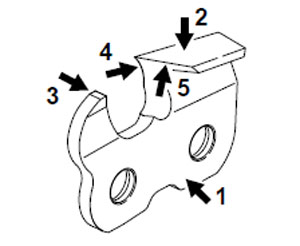
การทำความคมตัดของเลื่อยโซ่คุณต้องมีแนวคิดเกี่ยวกับการออกแบบซึ่งประกอบด้วย:
- ลิงค์ฐาน;
- ใบมีด
- ตัดความลึก จำกัด ;
- ใบมีดแนวตั้ง
- ใบพัดด้านบนตั้งอยู่ในแนวนอน
เพื่อให้คุณสมบัติการตัดสูงสุดของโซ่คือใบมีดที่พื้นผิวบางมุม ความสามารถในการตัดของเครื่องมือส่วนใหญ่ขึ้นอยู่กับมุมคราดมุมของใบมีดบนและมุมของการเหลา
ใบมีดจะต้องเอียงกลับและมีรูปร่าง มุมด้านหลัง. จำเป็นต้องเพิ่มใบมีดด้านบนลงในวัสดุ
เพื่อจัดรูปแบบ มุมด้านหลังของใบมีดปลาย บดด้านหลังของกระดูกสะบัก มุมนี้มีหน้าที่ในการตัดเศษ (ด้านข้าง)
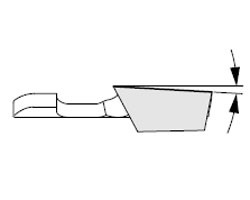
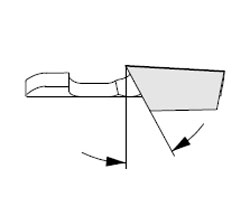
สำหรับการก่อตัว มุมแคบ (ตั้งแต่ 60 °ถึง 85 °) ตรงกับขอบปลาย มันวัดเทียบกับด้านล่างของการเชื่อมโยง
สำหรับการให้ มุมด้านหลังของใบมีดด้านบน บดลงด้านหลังของเขา มุมสามารถอยู่ในช่วง 50 °ถึง 60 °
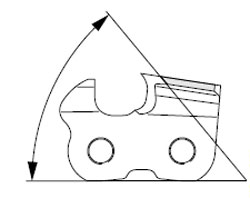
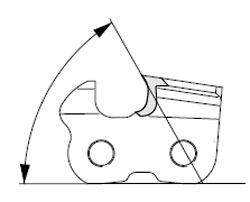
มุมคมชัด วัดที่มุมขวากับยาง
ยิ่งค่าของมุมที่เพิ่มขึ้นจะทำให้เครื่องมือมีประสิทธิผลมากขึ้น ถ้ามุมนี้ลดลงการสั่นสะเทือนจะลดลงอย่างเห็นได้ชัดและขั้นตอนการตัดจะเกิดขึ้นอย่างราบรื่นมากขึ้น
มุมการเหลาควรไม่เกิน 35 °และไม่น้อยกว่า 25 °หากเครื่องมือมีไว้สำหรับตัดผ่านเส้นใย แต่กฎนี้ไม่ได้ใช้กับโซ่ตามยาว พวกเขามีมุมคมกว่า 10 °
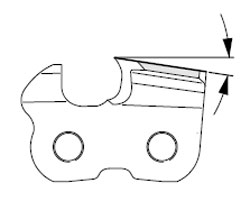
เครื่องตัดแต่ละใบมีจุดตัดที่จำกัดความลึกของการเจาะใบมีดลงในไม้
โดยปกติระยะห่างระหว่างด้านบนของใบมีดและตัวหยุดควรอยู่ระหว่าง 0.5 ถึง 0.8 มิลลิเมตร
ขั้นตอนวิธีการเหลาฟันลูกโซ่
โซ่สำหรับไฟฟ้าและ chainsaws โดยเฉพาะอย่างยิ่งกับก๊อกคาร์ไบด์มักจะมีความรุนแรงขึ้นในเครื่องที่ออกแบบมาเป็นพิเศษสำหรับวัตถุประสงค์นี้ หลังมีดิสก์สำหรับเหลาและโต๊ะหมุนที่ติดตั้งเสื้อผ้า

การเพ่งเล็งโซ่ของคุณเองต้องใช้ ความพร้อมของการปรับตัวพิเศษซึ่งช่วยในการทนต่อมุมการเหลาที่ต้องการในการทำงานนี้ นอกจากนี้คุณยังต้องเตรียมไฟล์สองไฟล์: ไฟล์หนึ่งที่มีรูปแบบแบนและส่วนที่สองด้วยแบบกลม

ให้ทำตามขั้นตอนต่อไปนี้
- ยึดชุดยางเข้ากับรอง
- ขั้นแรกให้ตัดขอบของฟันขึ้นตรง วางพอดีกับสแน็ปดังภาพ
- การ รอบแฟ้มเริ่มเคลื่อนที่ไปข้างหน้าด้วยการเคลื่อนไหวที่เบาและราบรื่นหมายเลขของพวกเขาควรเหมือนกันสำหรับฟันทั้งหมด ทำให้คมฟันของเครื่องมือทั้งหมด (ผ่านทางหนึ่ง) จากนั้นหมุนแม่แบบและดำเนินการเดียวกันสำหรับเครื่องมือที่ไม่ทำให้แข็งทุกๆ
- หลังจากตัดแต่งขอบตัดฟันแล้วสักหน่อย บดตัวปรับความลึก. ติดตั้งเทมเพลตดังแสดงในรูปต่อไปนี้


- แม่แบบมีสองรูถัดจากที่มีคำจารึก "Hard" (Hard) และ "SOFT" (นุ่ม) ติดตั้งแม่แบบบนรั้วด้วยหลุม "HARD" ถ้าคุณต้องการตัดไม้เนื้อแข็ง สำหรับการตัดวัสดุที่อ่อนนุ่มการหยุดยั้งจะถูกบดผ่านรู "SOFT"
- สำหรับการบดหยุดจะใช้ ไฟล์แบบแบน.


เป็นสิ่งสำคัญ! ความลึกของเครื่องตัดไม่ควรเป็นพื้นโดยไม่มีแม่แบบ การหยุดจะทำให้ฟันเลื่อยลึกลงไปในวัสดุมากเกินไปซึ่งจะเพิ่มภาระในเครื่องยนต์ของเครื่องเพิ่มการสั่นสะเทือนลดความแม่นยำในการเลื่อยและเพิ่มความเสี่ยงต่อการเกิดการพลิกคว่ำ
/rating_off.png)











